


On this page you find information about JW Portable Welding & Repairs advancements in aluminum fabrication and specifically custom aluminum fabrication such as:
The aluminum fabrication service is presently as important for us as heavy equipment welding repair.
Estimated reading time: 17 minutes
The importance to offer our clients aluminum fabrication has increased very significantly in last couple of years. In fact, almost 60% of projects in 2025 have related directly or indirectly to aluminum fabrication. Many of these projects have related to custom aluminum fabrication involving relatively a few small pieces that clients requested. However, large aluminum fabrication projects have related rather directly to following:


Many rather desperate clients have been looking for a aluminum fabrication shop in Southern Ontario without resorting to travel with damaged aluminum structures or aluminum weldments to Toronto. JW Portable Welding & Repairs have responded positively to aluminum fabrication inquiries especially in components relating to heavy equipment repairs such us aluminum handrails and aluminum portable ramps re – fabrication or ladders.
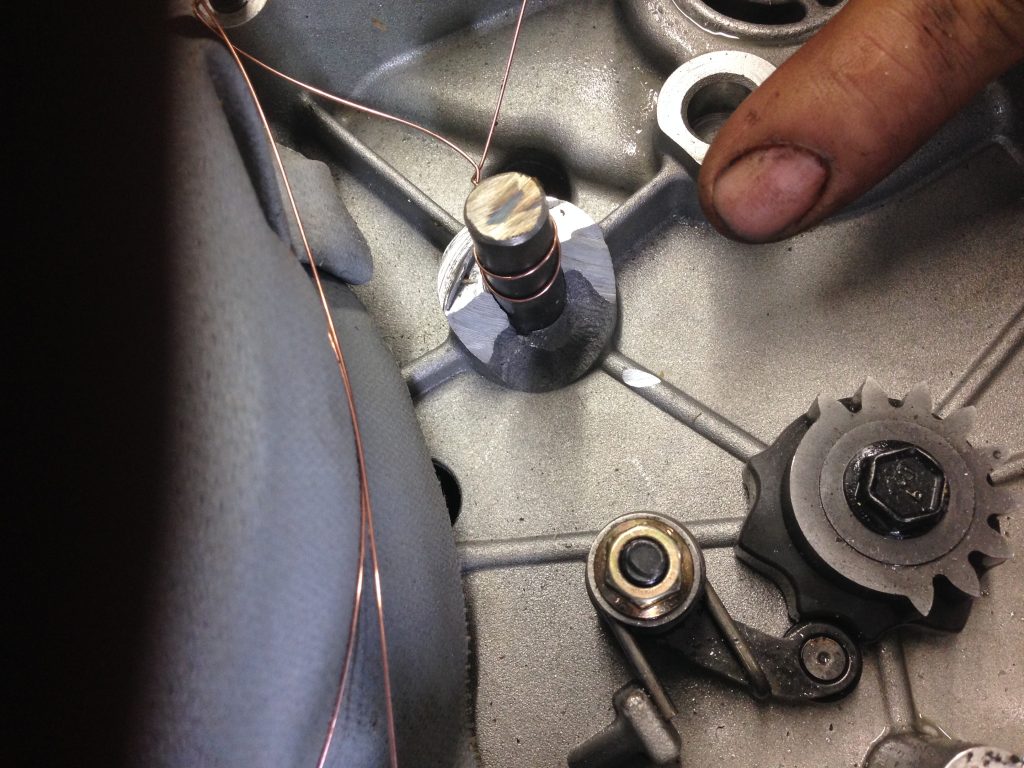
We specialize in fabrication or re- fabrication of aluminum weldments playing some mechanical functions and containing bearings, steel pins, and shafts. Therefore we specialize in aluminum fabrications resulting in weldments playing mechanical functions.



Surfacing aluminum weld allows for repair of fabricated aluminum structure instead of a necessity of new fabrication or refabrication of cutouts.


You can contact us and send multiple images or drawings of your aluminum fabrication project. You can also text us images and videos on the phone number provided there. After we do an excellent job, please leave the 5 stars review of our service.
Over the years we have fabricated from most common alloys:

Here is the list of less common alloys we are familiar with:
We refabricate aluminum casting including Italian multi – layer castings. Due to very complex procedures, we offer this service only in our shop in Lucan, Ontario.
Many clients tell us often that we should fabricate their aluminum projects in such a way that it will not break apart or crack. So, how do we achieve this objective? This is a valid question.

Aluminum is a relatively soft metal that tends to crack easily, although this is not completely true let us use it to visualize the situation better. During the aluminum fabrication the welder crates the weld that joins two aluminum elements that have certain thickness and sizes. Therefore cracks can happen in the weld created by the welder and in the body of aluminum elements or both.
If the crack appears in the aluminum element due to fatigue it means that stress fatigue has overcome the rigidity of the aluminum element. In such a case we must reduce the stress by identifying the source and reduction of stress amplitude. Additionally, we could, if possible, increase the element’s rigidity by increasing the thickens of aluminum component and/or changing slightly its shape. And this is in essence the refabrication nature of aluminum components. However, in case of impact, the question remains how can we improve the rigidity of the aluminum element? How do we know the damaging force of next impact?



If the weld cracks and aluminum elements remain intact it means that the weld size, its preparation, weld’s alloy or welds penetration was not sufficient to sustain the stress. Surely, the first fabricator’s approach is to increase the size of the weld, but if the thickness of elements are rather small than this approach very quickly reach its limits. Same happens with weld preparation if the elements are rather thin. However, if elements are of a reasonable thickness starting with 1/4 than changing the weld preparation will increase penetration and it will increase weld strength.
Increasing the penetration always brings better results. Even small increase of penetration through different machine setup brings better results. Certainly, the modern welding machines for aluminum GMAW and GTAW allow for slight increase of penetration. Another question is if the different welding machine setup has increased weld penetration sufficiently enough. This question is especially valid if the crown of the weld looks perfect but we can not see the opposite side of the joint. We at JW Portable welding tend to use tryouts, destructive testing and inspection camera to confirm penetration.
Changing welding alloy also brings improved weld’s strength but certain aluminum consumables are not easily available in locale stores and they have to be specially ordered. The price of these aluminum wires is much higher and sometimes clients do not see the reason to cover the cost. Another question is if you can match perfectly the consumable alloy with the alloy of the base material. In many instances, the clients do not know the aluminum alloy and they do not want to wait for testing results. That is why tryouts, destructive testing and cameras are rather necessary.
This is very common question coming from our clients who are concerned with strength of fabricated part. The answer to this question depends on your budget, type of project, type of aluminum alloy, type of welding consumable used, and type of joint preparation.
The most expensive is GTAW, then GMAW with push-pull gun and then the least expensive is GMAW with spool gun. The GTAW is most expensive due to higher labor cost and greater volume of gas used, but it is most precise. The GMAW with pull-push gun is less precise, it has lower labor cost but the equipment amortization could be 3x more expensive. It can also malfunction easily and then labor cost can increase. The GMAW with a spool gun is the least expensive option since it is least precise and least labor intensive but its weld strengths could be misleading due to relatively good appearance but lack of penetration.
The longer the production series than we tend to use GMAW instead or GTAW. If the budget allows, we would prefer to use GMAW with push – pull gun for a better quality weld. But if client can tolerate occasional smoothed welds than we will settle for a GMAW with a spool gun.
Majority of custom aluminum fabrication with one off piece has a greater possibility for implementation with GMAW with push – pull gun or GTAW.
Nether less, we use GTAW for majority of projects related to re-fabrication, repair, or adding custom fabricated element to and old element. The precision GTAW is simply nonreplaceable in such situations due to necessity of welding on more complex weld preparation, use of unregular welds with one toe longer, and some times necessary rebuilds. In order to achieve better results, we also use backing copper plates to defuse the heat and once again we implement these difficult welds with GTAW.
Type of aluminum alloy determines the technology used. The most popular aluminum wires used for GMAW are ER4043 and ER5356. Therefore if we must weld your fabricated element with other aluminum alloy than probably we will use GTAW if client wants just a one element or just a few elements. The custom wires aside of the alloys mentioned above are rather very expensive.
We use more sophisticated joint preparations in custom aluminum fabrication of thicker plates in cases when the weldment cannot accommodate larger welds and client insist on increased weld strength. In such cases, we recommend using GTAW for taking a full advantage of custom joint preparation.
Location is extremely important for any service concerned with aluminum. As we have increase our operation in Ontario, we can finally offer the whole spectrum of aluminum welding technologies under one roof. Such setup allows us to uniformly implement our control over the implementation of your project. In case of aluminum weldments this is extremely important in case of projects that involve two following scenarios
This project clearly show the practicality to managed the aluminum fabrication and mobile aluminum welding or portable aluminum welding under one roof. The bottom chord’s fragment of open web aluminum joist was fabricated in Lucan shop. Then we also welded this fragment in place on client’s premises. Having these two services under one roof allows for a complete control over aluminum project’s details.




Considering the location factor JW Portable Welding & Repairs enforces control of the aluminum project by offering following:
Here are the most popular questions with our answers regarding aluminum fabrication, refabrication and welding.
We can repair damages to your aluminum boat that include structural and surface damages. We also fix aluminum boat leaks. Please call us to schedule your appointment.
Aside of large aluminum boats we fix aluminum fishing boats. Since we take your aluminum fishing boat off yard to our welding shop, please call us to schedule this repair.
We can fix majority of damages to aluminum castings but some machined surfaces could possibly be machined again. We will have to see these damages first.
Well, it depends on the damages of these crank cases. These are sometimes complex fixes with multiple cracks. We will need to see these damages
Aluminum ramps are our specialty, we can refabricate the aluminum ramp, but if damages are small we will attempt to fix them.
Unfortunately, we do not fabricate or weld on damaged residential aluminum ladders. Please do not use a damaged aluminum ladder any more. It is much safer and cost effective to buy a new aluminum ladder.