


JW Portable Welding & Repairs assists crane service companies with professional welding repairs of crane’s damages and repair of metal cracks. As your mobile welding subcontractor we take the welding aspect of the crane repair off your shoulder. In fact, we can perform all welding activities and preparation activities using our mobile welding unit in your shop. Therefore you are always in control. And, the welding inspector also inspects our welds also in your shop.
However, we prefer to repair more complex repairs in our shop in Lucan. Our shop in Lucan specializes in repairs that take more time, require extensive consultation with P. Eng., require extensive welding in constant temperature or require line boring.
In order to receive more insight regarding this service please visit innovative product weldment page and/or heavy equipment repair page.
We gladly take the welding repairs on cranes off the shoulders of heavy mechanics. Since beginning of our involvement in your crane servicing project we take control of communication with the engineering firm responsible for supervising of this repair. This initial communication with engineering firm is extremely crucial for your project success. During this initial communication not only we discuss with engineering firm proposed by them solutions, placement of welds, types of welds but also overall welding procedures for the welding processes.
Call us, text us or email us for welding on your crane. Please text us images of damages, and send us videos with verbal explanation to speed up the communication process. And leave us your feedback on our google profile.
Our goal is to provide constructive input into quality and strength of the repair while making sure that the welding procedures are comfortable for the welders. Obviously, we are well aware of our advantage of having the damaged piece in front of us, whereas the professional engineer often has to make decision based on provided picture(s). Even the best pictures of complex damages do not tell the whole story to the engineer.
Therefore we always listen to professional engineers but we also propose changes to their solutions for their approval. Our solutions goal is to increase the welding strength, and weldment resistance to damages and perhaps reduce overall repair cost. Consequently, our welds pass inspection without any problems due to their design and correct implementation according to proven welding procedures. In this process our in shop NDT testing guide us in possible crack development. Although, our welding usually exceeds expectations, we tend to model welds for independent inspection.
Please take a look at our last more complex welding repair of crane servicing.
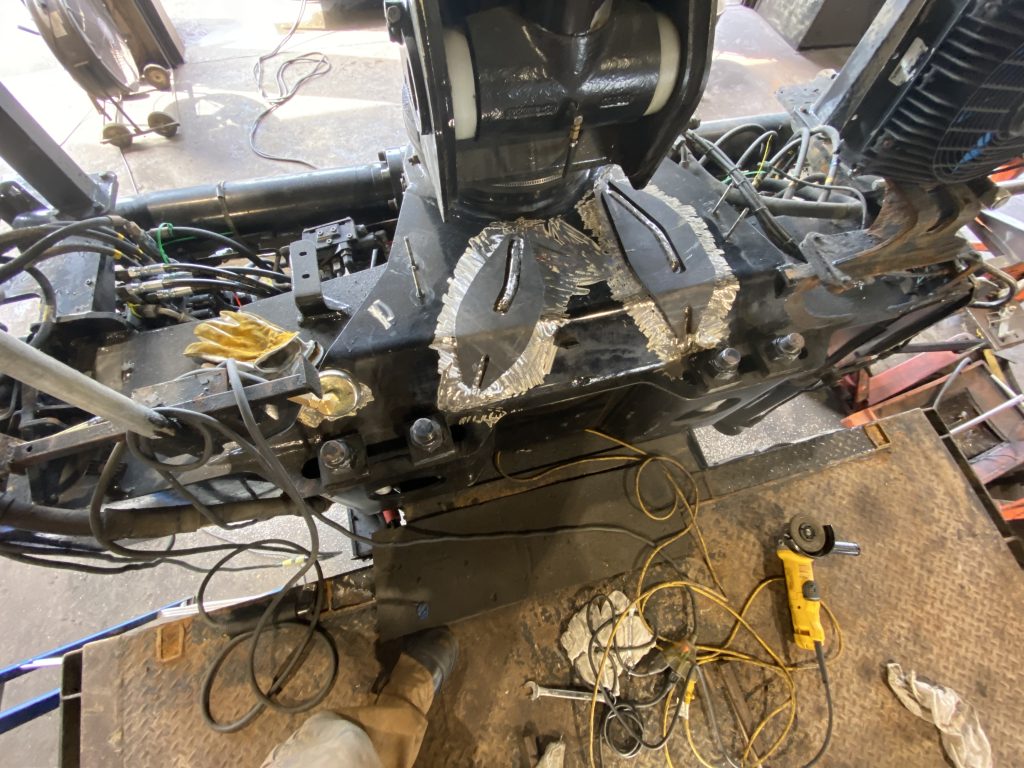
The example presented here involves damage caused by crane operator. The picture below clearly describes the situation when the crane’s operator pushed the crane to its limits.

Since beginning the professional engineer has also described the metal plate ( Q & T ) and welding rod type used in this welding repair project. He also has shared concerns regarding type of weld used and associated joint assembly that will determine the repair strength. This is how professional engineer has initiated the discussion about the repairs.
After inspecting the damages and discussing the issue with the shop supervisor of the crane servicing company, we have started to formulate our own proposal to the involved professional engineer. His concerns regarding joint assembly and associated type of welds were absolutely correct. That is why we have proposed solutions presented in the gallery.








After review of our proposal, the professional engineer has approved our two plate solution (plate A & B) since it improves the strength of the repair and protects the repaired element against impact in the same spot. The # 2 & # 3 sketch of our two plate proposal improves the strength of the initially P. Eng. proposed repair. Simply put, it improves the protection of the element against another similar impact.
With the approved welding procedure we were ready for action.
The accommodating approach to our welding requirement by crane servicing company’s shop has resulted in designation of small area of the shop for our welding service. Moreover, the heavy truck mechanics have removed the damaged part and cleaned from hydraulic hoses and other parts that can get damage due to welding. We have also advised them about our pre – heating procedure that we must implement during this repair. At this moment I would like to clearly state that without help and continuous support of this crane servicing mechanics this welding repair would be impossible to do.
The implementation of the plan involved purchasing Q & T plate and bending the angles in plates A and B. Once we had bent plates then we have measured the lengths of plate A and plate B. The final fitting of plate A and B has taken the place after removal of damaged area.
Next, we have placed the beveled plate A exactly in correct place with accuracy of about 1mm. After tacking, we have began the pre – heating for this constant temperature weld. Welder’s helper has been taking temperature measurements every 15 minutes. He directed the welder when to stop and when to start the welding to maintain the temperature within prescribed range. Once the welder has finished welding plate A then we have protected plate A against radical heat loss. The plate A was ready for inspection next day.
After independent inspection of plate A, the welder has removed top fillet welds from plate A on the left and on the right side. In this way, the plate A has joined with frames on the left and on the right with 90 degrees angle. In fact, many welders have asked me why I do it in such situations. The answer is very simple. In case of double plate assembly, I want to enforce the cooling pattern for a bottom plate as it would be a standing alone plate. Also, most importantly, I have to create space for welds stabilizing the top plate to the bottom plate. This is very important for our overall double plate resolution.
Needless to say, I have not removed the V weld at the top of plate A. But, I have made the weld’s cap flush to the surface since the B plate will land on top.
Once I have removed the mentioned above welds from plate A, I have position plate B on top of plate A and I have tacked it. Then the temperature regime has began with a pre – heating. Once again, welder’s helper have recorded temperatures every 15 minutes and has directed the welder when to stop welding and when to start welding again. After welder has finished welding plate B then the helper has started buffing all finished welds. Then plate B was ready for inspection and painting.









Please contact us for complex welding on your crane, text us images of crane’s damages and send us videos with your verbal explanation of sustained damages.
The repair of extensive cracks in auxiliary structure of the crane usually follows two step procedure. In the first step we groove the cracks and then welded them up. And then we weld “fish” plate on top of the repaired crack in order to eliminate the risk of crack expansion.

Placement of “fish” plate on top of the repaired crack involves a skillful notching of plate in places where welds’ caps rise above the fish plates. Moreover, “fish” plates drastically increase the thickness of the welded material where they are placed therefore they are drastically changing the structural integrity of the weldment. Consequently, it is a good idea to treat them as “strong backs” of the whole assembly. As the “strong backs” the welded fish plates can be connected to ridged point of the whole structure in order to increase their original strength and resistance of the whole assembly.
Here are images from this rather extensive welding repair.


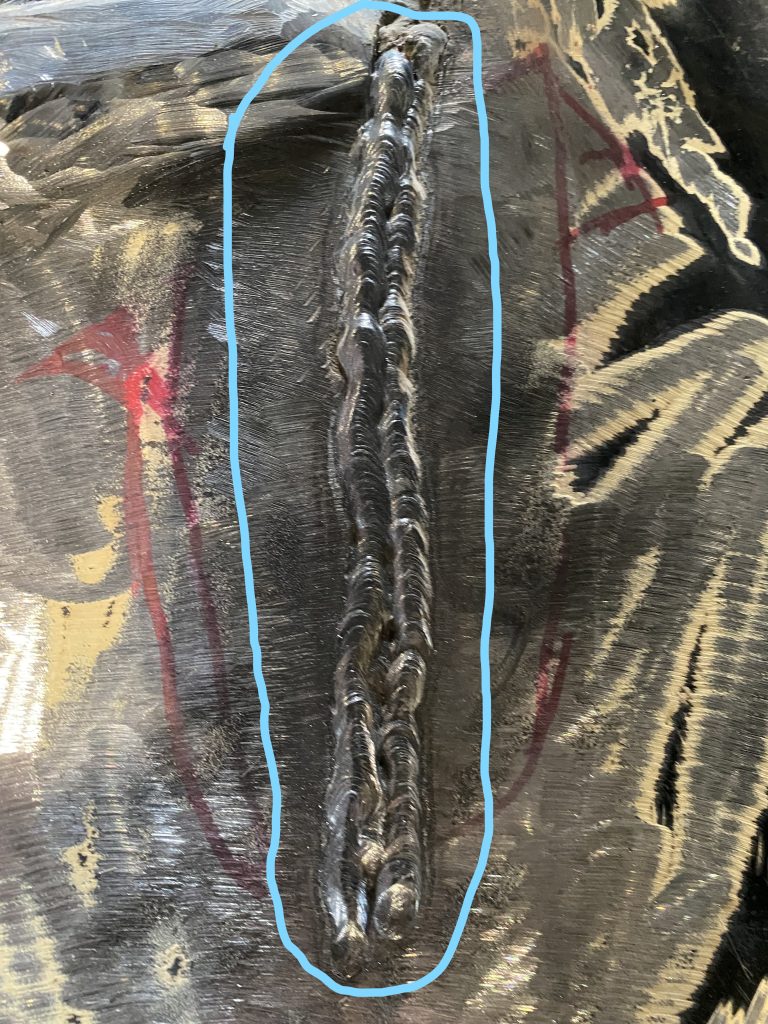

Grooving of minor cracks helps to eliminate the crack during welding. Such simple procedure allows not only to eliminate the crack through deep penetration but also allows for analysis of reasons for crack formation. Analyzing presented below images, one can conclude that plates were initially insufficiently assembled and the weld from other side was missing. Never less, we have fixed the problem.




JW Portable Welding & Repairs comes to your shop takes care of welding of cracks and repair damages on your crane or if damages are too extensive you bring the damaged crane to our shop.
Call us, text us or email us for welding of cracks and repair damages on your crane. Please text us images of damages, and send us videos with verbal explanation to speed up the communication process. And leave us your feedback on our google profile.