

JW Portable Welding & Repairs performs welding of stainless steel cracks in medical equipment repair, pharmaceutical equipment repair, restaurant equipment repair, cracks in car wash equipment and cracks in laboratory equipment. Aside of mentioned above areas we also hired to weld stainless steel elements for construction industry.
Welding stainless steel is not for a novice welder but this task is rather delegated to more experience welders. However, welding cracks in stainless steel forms another level for a most experienced stainless steel welder. Mistakes in welding of stainless steel happen very often and they are difficult and time consuming to correct.
You can contact us and send multiple images or drawings of your stainless steel project. If you have a medical equipment or pharmaceutical equipment for repair, we would prefer to know the stainless steel alloy prior any welding. You can also text us images and videos on the phone number provided there. After we do an excellent job, please leave the 5 stars review of our service.
Estimated reading time: 17 minutes
Aside of aluminum welding, GTAW welding of stainless steel follows our growing philosophy of step by step technological improvements. First step was to improve on our technology to deliver shield gas in form of trailing cup and then shortly after we have improved on backing cup. More improvements are needed in area of backing cup shape and mode of delivery control. Second step was to improve on cleanliness of the whole stainless steel procedure and this included whole bunch of abrasives to follow the intricate details of the crack and corners. The third improvement is in front of us, that is purchase of most updated welding machine for our most complex stainless steel welding that will minimize the metallurgical changes during solidification process of stainless steel welding. Therefore we hope to improve on mechanical strengths, ductility and corrosion resistance of our welds in more advanced stainless steel alloys.
We are familiar with all stainless steel alloys up to 316 and some alloys above 316. Pending the technology used the supply of filler alloys varies significantly.
We have welded SMAW in 304, 308, 309 and 316. These welding included stainless steel pipes, structural elements, bakery equipment, and stainless water liners for water drillers.



We have welded stainless steel from 3/16 to 3/4″ using popular stainless steel rods. We weld stainless steel in all positions. It is worth mentioning that we are experienced in welding stainless steel in vertical position in a with precise amperage setup. If you are not familiar with this statement, please call us for explanation.
We have welded with304, 308, 309 and 316 with multiple temperature diffusion techniques. And , yes, we use fillers prohibiting hot cracking that contain more than 2.5% of Mo. We have also welded 316 thin stainless steel without any fillers.
318 stainless steel with addition of Tig, excellent mechanical strength stainless that has cracked under severe vibration. The 318 stainless steel is preferable among medical equipment manufacturers since it resists pitting and crevice corrosion even in hot chloride environments and aggressive industrial chemicals.
321 stainless steel, high temperature austenitic stainless steel that is exposed to significant temperature fluctuations and therefore it is exposed to thermal fatigue. We have achieved a full penetration in flat and fillet with welding on both sides of the joint. However, we haven’t welded on other austenitic high temperature stainless steels yet.
As we are progressing with our technological development in welding more advanced stainless steels, we are ready to accept clients with more advanced stainless steel alloys.
Unfortunately, our local clients mostly consists of restaurant owners and therefore GMAW stainless steel faces budgetary difficulties. We have welded with 316, 308, 309 stainless wire 0.035″. However due to the need of double pulsation Mig machine for aluminum we are planning to renew our marketing of Mig stainless to a different group of clients.
Here are a few suggestions prior welding cracks in stainless steel
Test and inspect the first weld. Chose the area that is easily accessible. Analyze the weld and correct the setup.
When choosing GMAW consider visibility along the crack and references of distance between the gun and the material. Consider pulsation and double pulsation. Set the argon flow considering congested areas.
When choosing SMAW give preference to smaller rods and bevel the crack. Pre-heat is recommended to remove the moisture.
If in doubt please do not strike an ark, remember that mistakes in welding of stainless steel are difficult to correct.
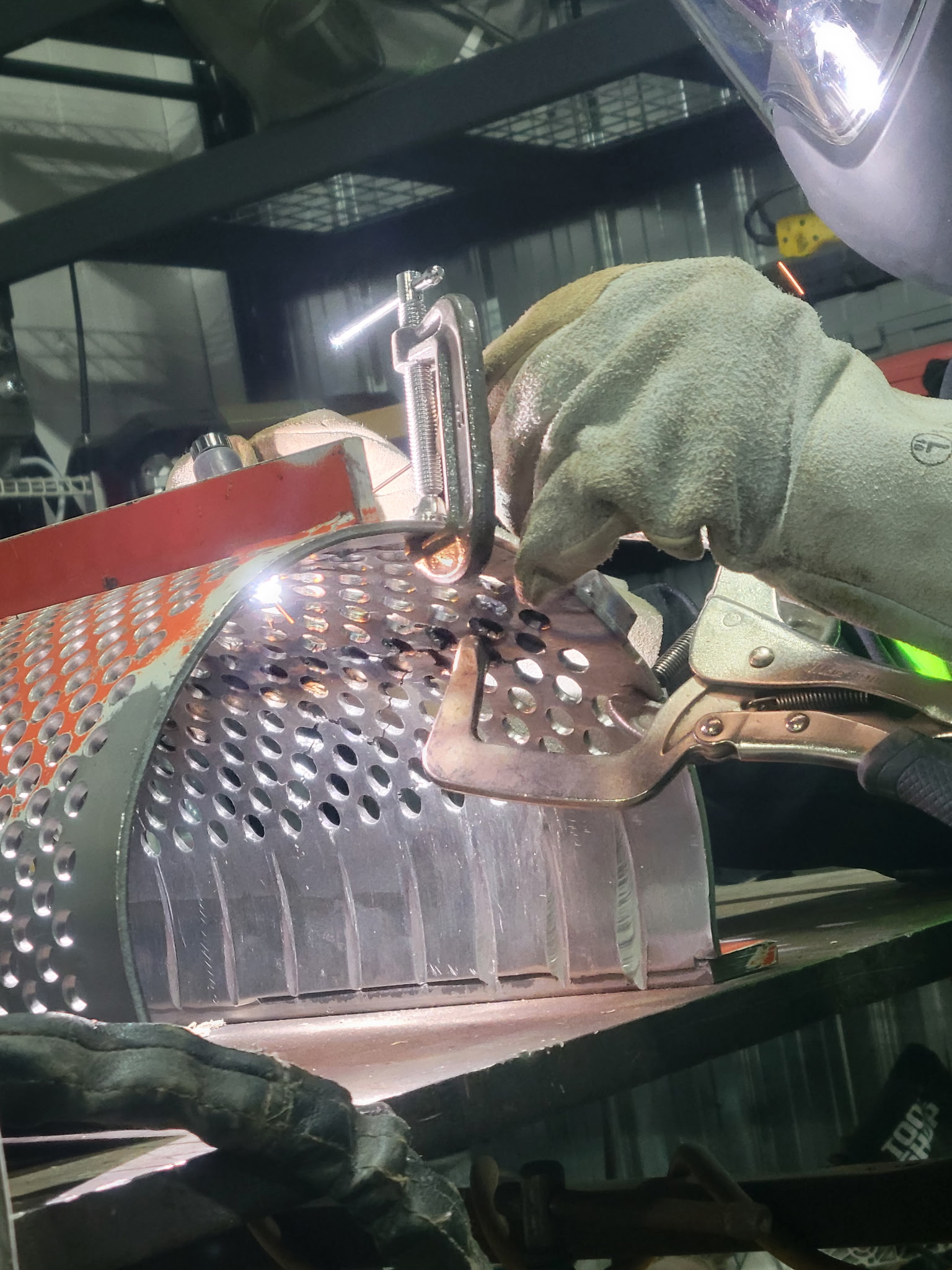
Lack of visibility is the major obstacle when welding cracks on medical equipment or pharmaceutical equipment. The space is congested and the Tig gun does not fit there. Therefore, I highly recommend doing a test run to see if you maintain the full visibility of the crack and the end of the tungsten at all times. Also, it is very important to maintain the free movement of the handle when TIG welding. Therefore the welder should plan how to maintain the free of obstacle handle movement by bending the gun to avoid obstacles.
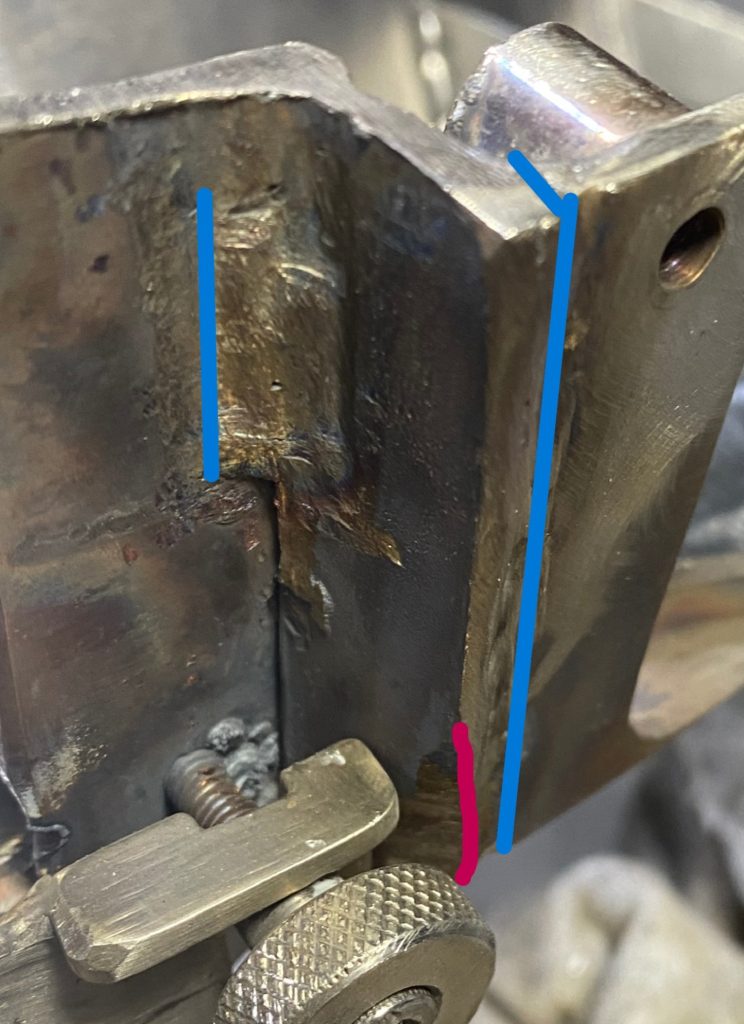
Welding cracks in stainless steel is often not enough to permanently fix the problem for the proper equipment functionality and utilization. Often some improvements are necessary to relocate the stress to a new location or to eliminate the stress all together. Properly positioned welds and fishplates will restrain the crack development in the future. Additional use of gussets and braces will increase the structural resistance to cracks.

Medical equipment and pharmaceutical equipment tends to crack due to, engineering mistakes, lack of maintenance causing excessive vibration, structural imbalances and exposure to significant temperature fluctuations.


The above statement does not surprise anybody who deals with stainless steel. Welders who weld stainless steel know these factors very well, however, many of them have never welded stainless steel in irregular shapes facing lack of visibility and in using trailing cup for additional gas shielding.
Engineering mistakes happen very often and they generally refer to interactions between the stainless bolt with stainless sheet resulting in stainless sheet cracks. These cracks can become very long and rather linear. Therefore, we always try to send emails to manufactures informing them of existing issues that should prompt future re-designing. Another unintentional mistake is using stainless steel that is not sufficiently resistant to corrosion or caustic environment, although this last mistake relates rather to warranty expiration rather than typical engineering mistake and is most popular reason for pharmaceutical equipment repair.
If you are looking for welders who can correct engineering mistakes please visit heavy equipment repairs.
Often medical equipment repairs are caused by lack of maintenance resulting in excessive vibration. Every mechanical device must be maintained properly and old bearings must be replaced and the same applies to cams or wear out shafts. We rebuilt these elements and rebuilt the whole equipment. However, we tend to weld cracks in stainless steel sheets or thin plates. These spider like cracks tend to point to lowest resistance plane affected by excessive vibration.
Structural imbalances generally refer to two typical situations. The first situation involves relatively heavy element or equipment that is connected to a long and relatively light built element. The second situation involves two heavy elements or two pieces of machinery connected together with relatively light built long element. In each type the light element cracks at the attachment base to the heavier element or heavier equipment.
Many types of stainless steel maintains the structural integrity in high temperature environment, however, based on our observation they do not tolerate well high temperature fluctuations. It means that we should focus on the cooling process when the equipment is shutting down.

In my opinion slowing down the cooling process should bring the expected results. On the other side, we should never exceed the operating temperature recommended by manufacturer. The goal is to increase the utilization of the stainless steel equipment through minimizing temperature fluctuations and slowing down the cooling process.
Based on increased utilization the laboratory equipment faces the same challenges as the medical equipment and pharmaceutical equipment but with lower frequency of engineering mistakes, lack of maintenance causing excessive vibration, structural imbalances and exposure to significant temperature fluctuations. However, the laboratory equipment requires often some kind of modification of supplementary tools to fit the new testing and new procedures.


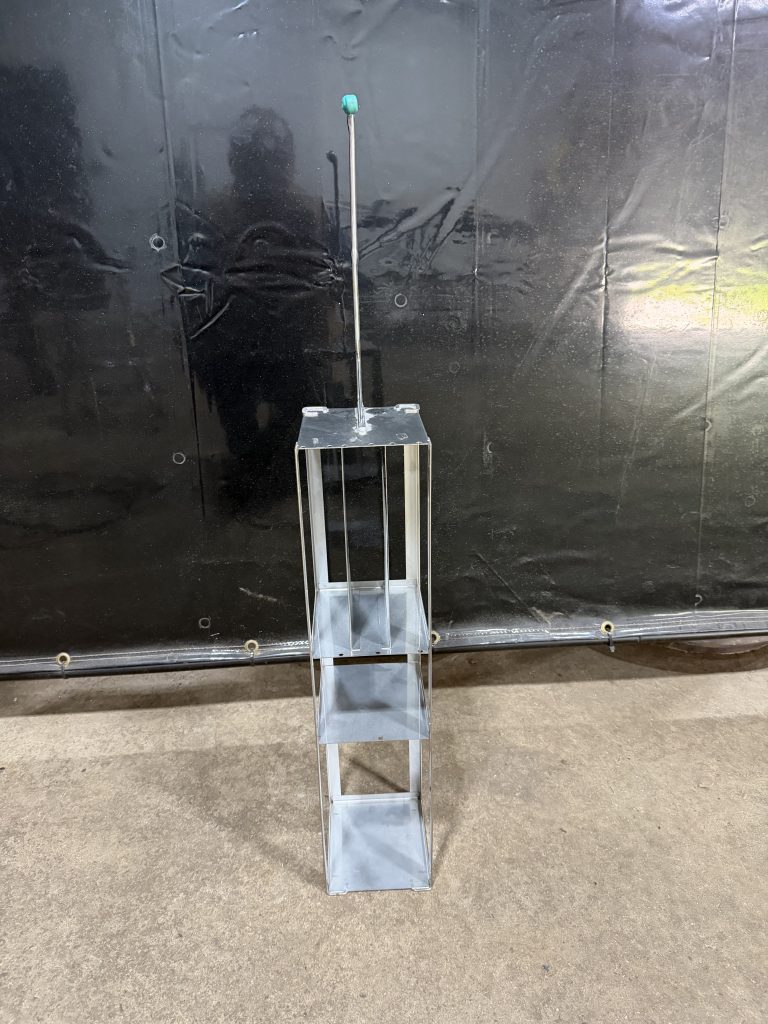
These new modifications often require modified and irregular welds and sometimes very creative heat displacement technics due to possible weld failure. Especially, when full penetration is necessary on relatively small element the heat displacement will make a difference between a successful weld or a damaged part.
From stainless crack welding point of view the dairy farm equipment seams to be more sophisticated than restaurant equipment. Majority of dairy farm equipment welding is done through mobile welding and portable welding, whereas majority of restaurant equipment welding is done in the shop.
Dairy farm equipment repair requires more sophisticated welding equipment of stainless SMAW, GMAW, and GTAW. It also demands more skills from the welder dealing with rather unexpected positions. Argon shielding is very common problem as many welds are accomplished in place. The dairy farm market is relatively new to us but we experience substantial growth there over the last few years.
The recession has caused the decline of restaurant’s profitability therefore many owners postpone their repairs. This postponing causes more damages to their equipment resulting in more complex repairs.

The restaurant equipment repair requires mostly GMAW due to thin stainless steel sheet metal, poor quality material and many signs of abuse. GMAW is relatively less expensive than GTAW which is very important for restaurant owners. Due to recessionary times, restaurants face significant payment difficulties and our participation in this market segment has been declining for years.



Construction industry occasionally uses stainless steel welders and stainless steel fabricators . Some commercial and industrial construction sites use stainless steel welders in their projects. Majority of complex stainless steel fabrications comes from offshore and local stainless steel fabricators receive rather fragmental projects. Also construction companies are very rarely incline to hire local stainless steel welders due to relatively high prices for these projects. Additionally, stainless steel welders that require a close access to their welding machines face difficulties placing them in reasonable distance from the worksite. We participate in stainless steel projects for construction industry as installers with optional welding capabilities. Please take a look at our mobile stainless steel capabilities
From the supply point of view the equipment manufacturers who use stainless steel in industries such as medical, pharmaceutical and laboratory often face budget cuts that affect the utilization of this equipment and consequently repairs of medical equipment or pharmaceutical equipment repair. The technology changes in these industries rapidly with severe consequences for companies that have difficulties to follow up with the change. These technological changes can put many manufacturers out of business and leave their clients without any services. And once again, clients in possession of stainless steel equipment that requires repair relay on medical equipment repair and pharmaceutical equipment repair provided by independent operators to fix their equipment engineering imperfections.
The laboratory equipment has a relatively longer utilization time and many labs are well funded by related industries. However, many extra services related to profitable projects for many labs require modifications of tooling to accommodate different size of samples or different material characteristics. The scientists do require stainless steel welding to modify their stainless steel peripheral projects.
Even in traditional construction industry in weather affected areas stainless steel slowly replaces the painted mild steel or galvanized steel.
The car wash equipment also goes through the technological changes to reduce water consumption, chemicals consumption and increase the quality of service while minimizing the potential damages to our cars. Technicians monitor closely the performance of the car wash equipment and relatively quickly notice cracks in stainless steel and notice bolted joints of stainless steel elements that experience the excessive stress. In both cases the only solution is welding of stainless steel.


For list of our flagship projects in last 6 years please visit special projects