

We excel as an custom aluminum fabricator with our small aluminum welding shop in London and large shop on big lot in Lucan. Our shop in Lucan accepts small and large orders for aluminum fabrication from different alloys and involving different technologies. We also fabricate on-side in case if you want to be involved. There is no project too small for us. We fabricate one custom aluminum fabrication piece or multiple same aluminum fabrication pieces. During the fabrication process, we utilize Tig and/or Mig techniques with 3xxx, 4xxx, or 5xxx aluminum wires. Due to multiple client inquiries we have opened aluminum trailer repair service
The shop in Lucan is a metal fabrication shop handling fabrication from many different metals. We fabricate there from steel, aluminum and stainless. We follow specific separation rules for projects in different alloys. Using a simple method, we never mix welding consumables designated for specific project with consumables for a different project.
If you are looking for an aluminum fabricator for your custom aluminum project, you are welcome to initiate our quoting process by attaching the drawings of your planned aluminum fabrication to your email. Alternatively, you can upload drawings and pictures on contact us page.
Although, we gladly respond to all quoting inquiries, we are most capable in area of precision aluminum fabrication. If you do not have engineering drawings but you know exactly what you want than please attach you sketch of your idea to your email. And we will accomplish the rest. Additionally, if you have a project for a mobile welder than please visit the mobile welding page.
Unfortunately, our aluminum fabricator does not perform structural aluminum fabrications for construction industry due to the small size of our aluminum welding shop. Keeping this in mind, we welcome aluminum fabrication inquiries from Ontario customers and from aluminum fabricators in Toronto. All our projects accomplished by aluminum fabrication are described in projects.
We use GMAW (Tig) aluminum welding in majority of our projects since most of our projects lands in precision aluminum fabrication category. So far, we have fabricated variety of clips, brackets or decorative window grills. Our aluminum fabricator’s water cooled Tig guns sustain very well long welding hours at high amperage. Furthermore, as Tig technique provides more control, we use it more extensively for welding with full penetration that is most often predetermined in precision aluminum fabrication.

Please note*, the full weld penetration on aluminum elements affects sometimes size of these elements. For instance, if we have to change the aluminum plates joint assembly in order to achieve a full penetration weld, the elements’ dimensions could change. Therefore, when you insist on a full penetration of aluminum welding, we will call you to discuss the matter.
Our aluminum fabricator finishes welds with smooth or decorative diamond pattern in our aluminum welding shop. Then he achieves the smooth finish with abrasives. The decorative pattern obviously costs more since it takes more time. The aluminum fabricator moves his welding gun in special way to achieve the weld finish with a decorative diamond pattern.
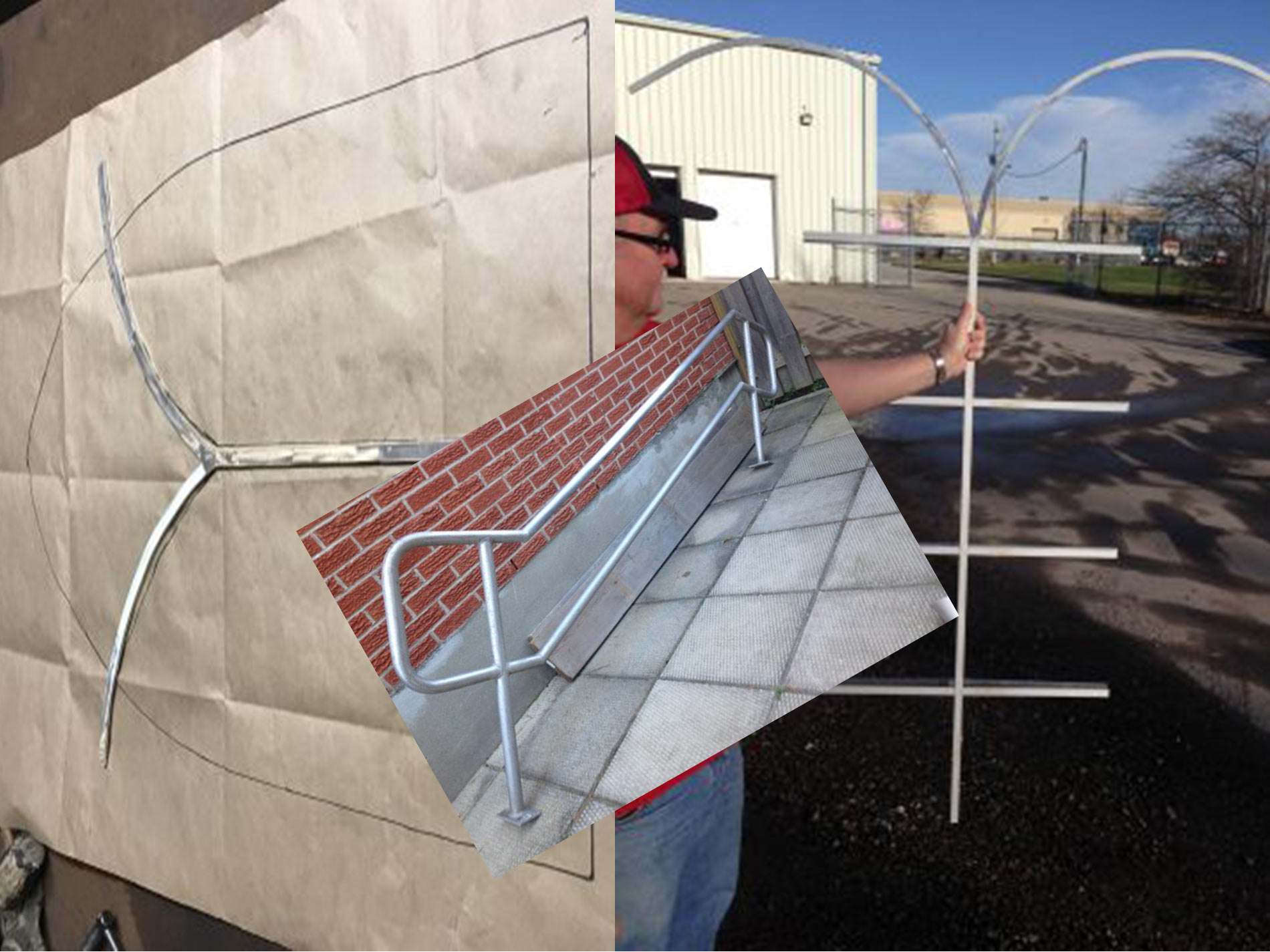
 Custom handrail fabrication by aluminum fabricator in aluminum welding shop. JW Portable Welding & Repairs. London, Ontario, 2018
Custom handrail fabrication by aluminum fabricator in aluminum welding shop. JW Portable Welding & Repairs. London, Ontario, 2018
Please keep in mind, very thin aluminum material does not allow for a decorative diamond pattern. Aluminum’s great thermal conductivity and a lower melting point make decorative welding pattern difficult in thin material. Therefore, we prefer to move quickly with our guns on a thin plate to avoid overheating. The overheated aluminum can suddenly loose its structural integrity. In case of request of decorative pattern, we will be in touch with you if we have concerns regarding decorative diamond pattern on the thin plates.

We comfortable fabricate aluminum fabrications from thick aluminum elements. In such cases, we will ensure complete penetration by modifying with your permission joint sizes and their shapes.
The first welds will be done with GTAW (Tig) aluminum welding pass to lay a maximum penetration beat in most controllable way. Then, we will follow with Mig aluminum welding to speed up the process and make it less costly. Furthermore, the initial preheating prior GTAW (Tig) aluminum welding will take place. And we will follow with temperature monitoring with additional heating if necessary.
As a custom aluminum fabricator we use a spool guns attached to a very good Mig welding machine for aluminum fabrication with Mig welding. Our aluminum fabricator uses this set up to weld rather thick aluminum elements that do not require complete and full penetration weld. We also use this set up to increase our efficiency when we weld longer aluminum elements. However, due to our specialization, Tig aluminum welding is more in demand.
As a local aluminum fabricator with the aluminum spool gun we have welded with 3xxx, 4xxx and 5xxx series wires. However, most projects we is accomplished with 5xxx wire. The 5xxxx aluminum wire leaves one of strongest welds on many aluminum alloys therefore we we always try to apply this wire in our welding practice. However, you are expecting vibration, then we would recommend 4043 wire. Moreover, According to best practices, we also preheat large and thick pieces since aluminum welds penetrate better on slightly preheated pieces.
We repair aluminum cast with GTAW (Tig) aluminum welding since there is no better welding technique to weld aluminum cast. Tig technique allows to control over the sinking pool which assures welder of the weld’s strength. Moreover, Tig gun follows the complicated cast shape with perfection. The Tig welding is irreplaceable in places of broken aluminum cast ribbing that give the strength to the whole cast. Furthermore, Tig welding works magically in areas of tight fit between aluminum components.
 Broken aluminum heavy base for concrete drill. Made by JW Portable Welding & Repairs. London, Ontario, 2017
Broken aluminum heavy base for concrete drill. Made by JW Portable Welding & Repairs. London, Ontario, 2017
The welder is usually not aware in advance of the broken cast’s aluminum alloy composition. However, the Tig welding machine setup along with puddle formulation characteristic under the Tig gun quickly provides the clues. Based on these clues, the experienced welder is able to select the proper filler rod for welding of damaged aluminum cast. In case of large aluminum casts we will, however, insist on alloy testing. Most of the aluminum cast repairs can be done on site, however, very thin cast and very thick cast are better dealt with in our aluminum welding shop
In order to find out more about aluminum fabrication visit this article.