

Metal Fabrication Supporting Aluminum Cast Mold
Written by admin, 24 March 2021

Every metal fabricator sometimes finds interesting metal fabrication projects and for me metal fabrication supporting a canoe’s aluminum cast mold was the one. It has involved a custom metals and on site fabrication and without any doubt it was our most complicated fabrication of 2020. And, it has become our flagship project for 2020 year. This large size, precise and thin walled metal fabrication can’t be accomplished by mobile welding. However, it is better to take complex aluminum fabrication projects and heavy equipment welding repair projects to our shop in Lucan.
The custom metals involved were mild steel and aluminum alloy. Although, in our metal fabricator’s experience we had some partial experience with improvements of steel support for the canoes’ cast molds. However, this project was a different ball game. Previously, as an on site metal fabricator, we partially had changed the steel structure by introducing some of our designs on a few molds. In addition, we had professionally repaired multiple cracks on the old structure.

Client has liked our new designs for their practicality, increased strength, and increased support for these mods. However, the truth must be told, we had still followed the main design concept of the original structure. This large project has been accomplished on-site for customer involvement.
Metal fabrication of support for canoe’s mold – a new approach
This time, however, our client has challenged us to design and fabricate something completely different. This was an every metal fabricator’s dream. The new steel support supposed to accommodate to multiple structural, functional and strength upgrades of modern structural mechanics. This project involved our design and our fabrication near me concept that involves on site fabrication.
Since beginning, I have realized that I must innovate from the start and the solutions will not come easily. The whole project lasted about 3 months, with preparation phase of about 7 weeks and implementation/fabrication phase of 5 weeks. The fabrication stage took place and client’s premises, following metal fabrication near me concept, for comfortable access to advising technicians and top management access. Most importantly, we had access to stove and cooling station for in place alignments. On-site metal fabrication allowed also to implement T & M process due to difficulties quoting this project.
Project stages
In perspective, I would divide the whole metal fabrication project into 5 distinct stages.
- Improvements setting stage with evaluation of damages sustained by the cast aluminum mold and its steel support,
- Planning stage with setup of clear objectives with metal fabricator’s structural design
- Sourcing of supplies and initial testing stage,
- Metal fabrication of support for cast mold’s lid that included
- aluminum welding of 3561 aluminum alloy blocks
- Fabrication of support for cast mold’s bottom,
- Metal fabrication of attachments to fit to the oven and cooling station.
The extensive preparation phase have proceeded the implementation phase. And it has consisted of improvements setting stage and objective stage and sourcing as well as testing. Therefore the descriptions of these stages were placed in my blog articles. Becoming familiar with these stages will allow you to face challenges of similar project. Additionally, knowing this project’s challenges will allow you to find out our ethics and the way how JW Metal Fabricator plans its metal fabrication projects.
Metal fabrication of cast mold’s support – preparation phase
The description of the preparation phase would exceed the purpose of this article therefore, I have included links to the 3 stages of this phase.
Here are links to these stages:
- Evaluation of damages to aluminum mold and to steel support
- Goal setting and solutions for aluminum mold’s support,
- Sourcing of supplies and testing for custom metal fabrication.
Metal fabrication supporting mold’s lid
We have started the steel fabrication of support for this aluminum cast with 2 experienced metal fabricators and no helpers. Experience was a key on this job since we had to coordinate welding, grinding, and cutting. Additionally, we had to handle rigging, and lifting activities. Furthermore, the 19’ structure is not large enough for more than one person welding and one grinding, cutting or fitting. Even with this set up we had to watch each other for any potential hazards that could’ve been developed very quickly. JW Metal Fabricator approaches complex projects with experienced tradesmen in limited numbers due to
- communication control,
- fabrication process control and,
- usual scarcity of space for on-side fabrication.
Beginning of on-site metal fabrication project
Before any real work have started, we had to set up our workspace properly to eliminate any fire hazard. And, we had to increase ventilation since we had realized that this would be an issue. Every metal fabricator deals with these issues at beginning of every on-site project.
The client stores and uses in its production extremely flammable plastics. Therefore a proper fire hazard elimination was extremely important. We have used tarps with wire rods going through them to attach them very close to the ceiling. Then, we have joined these tarps at the corners forming a sufficient barrier for sparks flying from our grinders and from our welding. Unfortunately, in such isolated area the ventilation was an issue therefor we had to employ fans and create a tunnel from out tarps to the closest exit doors possible.
Such tarps’ setup have helped us to adjust our practices for on-site fabrication in severe Covid-19 restrictions too.
Metal fabrication begins – the first unpleasant surprise
With such organized set up, we have proceeded to more exiting work. First, we have approached the removal of the old steel support structure as a one piece. Once the whole lid’s support structure was free, then we have measured the deflections of the whole structure in the middle and at both ends during the lift. The numbers were simply shocking. The deflection in the middle was 9.5” and deflection at both ends was 7”. Therefore, the only logical conclusion was that instead of steel structure supporting the cast mold, in fact, the mold was supporting the steel structure. For any metal fabricator this would be a surprise. Shocking, isn’t it?

The whole lid unit, the aluminum cast mold’s lid with its steel structure, had a deflection in the middle of 3.5” and 2” at both ends. This measurement was performed in the improvement stage. Please keep in mind, these measurements were done with professional laser alignment instruments.
Aluminum cast alloy – cutting and grinding
Next, we have removed the damaged step-ups containing damaged threaded holes. The good cutting abrasives for aluminum from Pearl Brasive made a huge difference. We were cutting step – ups on both sides of the rim and then we cut the rim itself without damaging the outside surface of the mold. Then the steel wedge force was breaking the cut-out piece. All spots with removed step – ups had to go through a extensive cleaning of residue covering the whole mold outside. Once again Pearl abrasives for aluminum grinding and polishing were doing their magic. The goal was to create a clean surface up to 1.5” from the cut. Unfortunately, the epoxy residue was not giving up so easily, and the whole process took a while. Any metal fabricator who at least once dealt with aluminum molds understands the issue. These aluminum molds are dirty.
Aluminum cast alloy – welding
Once the aluminum spots for our machined 3561 aluminum cuboids were cleaned, we started to weld the cuboids’ blocks to cast aluminum mold. After extensive testing in the shop:
- I had the welding parameters set in my spool gun,
- I had trained my hand to avoid moving away during the welding process,
- The distribution of weld’s passes was clearly set in my mind and
- We had clearly set the preheating temperature up to 180°F

I felt very confident regarding this multiple passes’ irregular aluminum welding. If you want to find out more about aluminum welding of 3561 cast alloy.
However, prior welding the cuboids, we had to set them in such a way that the ½” rods threaded in them were perfectly vertical. The vertical force when lifting was extremely important to me. I wanted to avoid bending the steel rod during the lift. As you can imagine, we had to build a leveling jig that was mounted on every threaded rod to indicate us a vertical position of the rod.

Metal fabrication of steel structure’s foundation
After all 3561 aluminum alloy cuboid blocks were welded to aluminum mold’s lid, we’ve begun to fabricate a foundation for our steel structure. The HSS tubing rim’s structure have formed a foundation of our steel support. We have positioned the HSS tubing rim’s structure on the blocks. Then we have slightly tensioned the rim with nuts.

The HSS tubing structure has required a sophisticated element’s fitting. The process has involved element’s length considerations and double angle cuts. These double angle cuts are a nightmare for any metal fabricator. Coupled with a proprietary jig to mark the double angle cuts, we have approached this complex challenge. Our HSS tubing structure had to follow the vertical and horizontal plane bowings of this canoe mold. The role of HSS tubing rim is described here.
Second unpleasant surprise
At that time, we have inspected the hoppers once again. And, we have found another unpleasant surprise. The hoppers were not standing on their flanges, but instead they were standing on their rims. That is why canoe maker had complained about small accumulation of product that surrounded the hoppers. Fortunately, the corrective modifications were relatively easy.
Effort to increase the seal
The whole time when we were fabricating the mold’s lid structure, the lid was laying down on the bottom mold. Additionally, we assured the maximum contact between the lid and bottom mold by multiple C – clamps installed on both sides of canoe mold. Therefore, once we have finished the HSS tubing structure and tensioned slightly the 1/2” steel rods the whole lid structure took shape assuring the maximum sealing contact between lid and bottom mold.
Balancing is a key to success for any metal fabricator
Next, we have leveled the longest structural elements of lid’s support structure. Although, we have successfully established by laser the centerline of the whole mold, we had found that the center rim of the mold is out of laser’s center line by about 1”. This was another surprise affecting balancing during molds’ rotations. Fabricating the structure at same distances from its centerline is crucial for balancing. This condition applies to lifting and rotational movement. Therefore, we had to make sure that the main HSS tubes were perfectly level along the whole length of the mold. And, perfectly spaced according to mold’s centerline.
Perpendicular elements
When we finally positioned the main HSS tubes, then we have welded perpendicular elements. These elements have stabilized the distance between these long tubes and they have allowed as to ensure the whole structure’s position according to the mold. As a matter of fact, we have chosen places to weld these elements strategically since we wanted them to play multiple functions in our fabrication project.
After we have finished this task, we have begun connecting the main HSS tubes’ structure with HSS tubes’ rim structure laying on the aluminum blocks. With all connections welded, we have finely achieved the steel structure that would resist the potential outside twisting under the force of high-power clamps.

After the weld repairs of aluminum cast at canoe’s bows, the fabrication of mold’s lid ended. More information about objectives for this stage is here.
Metal fabrication supporting mold’s bottom
After we finished the top lid’s steel structure, we have turned the canoe’s upside down to expose damages of mold’s bottom and to build the mold’s bottom support. After removal of old and highly substandard steel structure from the bottom mold, few things had become very clear:

- The aluminum cast step-outs were heavily damaged only in a few places located close to canoe’s bows.
- All step – outs have threaded holes damaged in perpendicular fashion to the edge of the mold that indicated a twisting effect caused by clamps.
- All step – outs were perpendicularly bored to the vertical bow of the canoe’s mold. That ment, unfortunately, that they were not vertically positioned to minimize the damaging effect of bending steel rods inside the soft 3561 aluminum alloy.
The findings were rather positive and expected to certain degree.
Risk avoidance in custom metal fabrication of support for aluminum mold
We have planed to replace a few step-outs with our cuboid blocks, but we were not prepared to replace all of them. Additionally, I have realized that we have not tested the cuboid’s aluminum welding to the vertical surface of the mold. Although, we have tested welding of cuboid block to the mold’s flat. But, we have not tested welding the cuboid to the flat and to the vertical surface of the mold.
There was a reason for it. I wanted to avoid welding cuboid to a vertical mold’s wall as much as possible. Any possible damage to such welded cuboid would possibly be associated with the damage of working surface of the mold. I did not want to take this risk. Most importantly, I wanted to preserve the integrity of working surface of the mold at all cost.
Helicoil inserts
We have installed helicoil type inserts into the aluminum step – outs to repair the thread. However, instead of fine thread helicoil inserts used by the client, I have opted for coarse threaded helicoil inserts. I still think it was the best decision considering relatively soft 3461 aluminum alloy.
Metal fabrication of supporting rim – third unpleasant surprise
Then we have begun the fabrication of HSS tubing rim. Very quickly it became apparent why the out of vertical position threaded rods complicate the process to the maximum. I remember frustration growing by the minute. As a consequence, we had to drill holes in HSS tube elements under the same angle for each threaded rod.
Therefore, we had to drill the first hole in top of the tube and then a second hole at the bottom of the tube and the angle between two holes should be the same as the angle of particular rod. Additionally, we had to do the same angle for the second rod in the same HSS tube element. Then once the element was getting closer to the mold’s flat, we had to elongate the holes to adjust for a shorter distance between the threaded rods. Now, you understand the reasons for our frustration.
Frustration settles in
Overall, it took us about 50% longer to fabricate the bottom’s mold HSS rim. And, I remember expressing my frustration a few times in a few languages I am familiar with. After so much struggle, we have tensioned the bottom’s mold HSS tube rim with nuts while C – clamps were keeping the lid and bottom mold closed.

Then we have proceeded to positioning the long HSS tubes that would form the main support structure of the bottom element. Again, the professional laser instrument had become very handy. Once leveling of these long HSS tubes was finished, we have welded separation elements in strategically chosen places. Then, we have proceeded to weld vertical elements that connected the long HSS tubes with HSS tube rim.
More detailed information regarding this stage is in “Aluminum Cast’s Support – Goal Setting”
Metal fabrication of mounting attachments, positioners, and pins.
Once we have completed metal fabrication of supports for both, the mold’s lid and mold’s bottom, we have approached the most innovative final fabrication stage. First, I wanted to position the heavy mounting plates at both ends of the bottom molds’ metal fabrication structure instead of the lid’s support structure. Second, I wanted to introduce locating positioners and pins to increase structural rigidity for the imaginary cuboid formed by long HSS tubes on top and on bottom of the canoe’s mold and formed by mounting plates positioned at both ends of the cuboid.

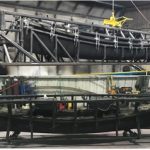
As you can see in the picture this is our simplified mounting jig for the lid that is 10 x lighter than the original mounting plates that we had welded to the mold’s bottom. Please notice also that we have welded the top positioners’ support to the mounting jig for increased rigidity. Additionally, please notice pins locking the lid’s structure to the bottom mold’s structure.
The whole steel structure has required only one length modification due to exceeding length for comfortable placement to the oven and to the cooler.
Custom Metal fabrication supporting cast aluminum mold – conclusion.
The final deflection during the whole mold’s lift after re – fabrication measured at the both ends was 5/8” and the deflection of the lifting point was only ¾”. Considering the initial reading of 3.5” at the lifting point and 2 – 1/8” at both ends prior re – fabrication, I deem this very complex steel fabrication of support for aluminum mold a complete success.


Hello
Thanks for sharing the great information. I read this blog and must say the information that you shared in this blog is really very useful. Please post more blog related to ” Custom Metal Fabrication Shop In Canada”.
Thank You.
did you ever pull a cast aluminum boat out of the mould?
I have spent about 8 hours watching this canoe mold maker to take the canoe molds from variety of different aluminum casting molds. Making canoe molds is a combination of technological science and skillful work done by professional. The mold makes making these molds go through extensive training and then they must gain experience since still many things can go wrong. Preparation and closing the aluminum casting mold is also an art since this is not as simple as people think. And removal of the canoe mold is an art. Many things can go wrong. Manufacturers employ number of technologies to make these molds. Our main goal as welders/fabricators was to repair the aluminum casting, improve sealing between bottom and top parts and improve behavior of the whole unit in the heater and rotator. In reference to your question, we were not allowed to touch the canoe mold coming from aluminum castings.
These blog postings discuss a wide variety of subjects connected to the manufacturing of metal, welding, and the fabrication of metal. They are informative resources for individuals working in various industries as well as people interested in them.