

Aluminum Casting Mold – Structural Support Solutions
Written by admin, 24 March 2021

In my opinion, the designer of steel fabrication of a support for a large aluminum casting mold must answer to challenges created by clearly set up goals. Additionally, these goals must also include aluminum casting mold repair itself. And he/she should find the answers where damages to the large aluminum mold have happened. It helps a lot if you can notice “the devil in the details” in the aluminum casting mold, but sometimes the “devil looks at you right in the eyes”. In my opinion, the good designer of steel support should have a keen eye to both a “big picture” and a “detailed picture” point of view.
The initial analysis of damages are very helpful as they can guide the designer towards solutions to the problems. More importantly, congregating of damages based on solution is paramount. By arranging the damages into groups that will be resolved by one solution the designer focuses more on solutions. I would also devote special attention to the aluminum casting mold itself. Many of them have hidden cracks in aluminum cast, broken off pieces and missing locating pins. The aluminum casing mold repairs will definitely benefit from a more detailed picture point of view as they have to take priority before dealing with steel supporting elements
Avoid additional damages to aluminum casting mold
When creating a new support structure or improving an old support structure a one thing must be absolutely clear. Avoid at all cost causing more damages to aluminum casting mold. The corrections of old support structure or new support structure’s objectives should cover all solutions to the damages evaluated in the initial stage. Moreover, modification of solution to provide the remedy to as many problems as possible is very beneficial. Even though some problems can only be covered partially by modified solution. However, when you overlap solutions for particular problem, the combined solutions’ effect will provide complete resolution to a problem. The idea is that proposed set of modified solutions should resolve all problems and it should not create new ones. Please keep in mind aluminum casting mold repairs are both risky and very costly.
Solutions for aluminum mold damages
Aluminum mold lid bowing problem
First, I have measured the deflection of the old aluminum casting mold’s lid structure when lifted with the jig. The deflection of the old lid that contained the engagement plates was 3.5 inches in the middle of the steel structure. At each end the deflection was about 2.5 inches. The initial conclusion was clear, the aluminum cast mold’s lid has bowed along its length of about 16 feet. The steel ½” treaded rods have enforced the bowing force. I knew back then that I have to reduce this bowing issue by removing the heavy engagement plates that were attached to steel structure of the aluminum mold’s lid.
The discovery of a wrong engineering assumption
At the beginning of evaluation stage, I was convinced that this aluminum casting mold’s lid also causes these deflections. I also believed that the steel structure provides the resistance to the aluminum cast lid. Oh, boy I was wrong in both instances. The aluminum casting mold lid did not cause these deflections and the steel structure not only did not provide the support to the lid but in fact was causing the problems.
First, we have removed the old steel structure by cutting treaded rods. Second, we have lifted the steel structure of the aluminum casting mold’s lid. Then we have measured the deflections once again. The deflection of the bow in the middle has increased to 9.5 inches and the deflection of both ends was 7”. Wow! This was surprising.
The only logical conclusion was that the aluminum mold lid has actually reduced the deflection of the whole steel structure. And the steel support that supposed to help the aluminum lid maintain the shape was actually causing the damages.
Objectives for the lid’s new steel support
These objectives were as follows:
- Reduce by at least 50% bowing of aluminum casting mold lid
- Reduce the damages caused by threaded rods in a aluminum lid
- Align toggle clamps in such a way to eliminate angular pull
- Allow lid’s attachment to the cooler without heavy engagement plates
Therefore, four solutions become obvious right away:
- Remove the heavy engagement plates from each end of the lid and attach them to steel support of the canoe’ bottom mold
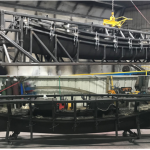
- Design the top steel support (A element on the picture below) in very simplistic way that will maintain the structural strength and resist deflection. This steel support structure consisting from elements A,B, C (visible on the picture) should provide ridged support tor the aluminum mold lid.
- Position the steel support much closer to the center weight of the lid to reduce the acting leverage of threaded rods causing damages in aluminum lid. If you look closely you will notice the bows of the lid positioned above element A.
- Utilize pieces of structural angle that were sitting on welded aluminum cuboids to transform toggle clamp’s pull from angular to linear.
- Design a light structure for the lid to allow it to engage with the cooler for cleaning task.
Removing the heavy engagement plates from the lid structure was relatively easy. I knew that I would be able to attach them back to the bottom structure of aluminum mold. However, bowing elimination of the steel in both structures, the lid structure and the bottom’s structure, have required some thought.

Aluminum mold bottom’s lack of proper support
The canoe’s aluminum mold bottom had almost no support with multiple cracks in welding and structural material. Taking any ideas from the old bottom’s support was pointless. Not only the canoe’s mold was swinging when position on the cooler but also it’s bent flats did not provide sufficient seal.
While in production, the canoe’s mold have always absorbed imperfection of the floor’s surface. But it has never been lifted by itself. The canoe’s mold has always been joined with its lid by clamping and then the whole unit was ready for relocation.
The canoe’s casting mold was relatively not damaged except aluminum step ups showing damages made by threaded rods due to their angular pull.
Objectives for canoe’s mold bottom
These objectives were relatively simple:
- Design the structural support for bottom of canoe’s mold to provide stability on the floor and rigidity in the oven and cooler.
- Reduce damages caused by threaded rods
- Align toggle clamps in such a way to eliminate angular pull
- Design the structural support of the bottom mold not only to provide support to the bottom but also provide support to its lid.
The solutions for canoe’s bottom were as follows:
- Provide rigidity by joining elements D, E and F as well as supports for elements F (As visible on the picture above)
- Eliminate incline movement of canoe’s mold bottom by introduction of element H
- Attachment of heavy engagement plates to the structure with additional angular support that is clearly visible in the picture above.
- I have also utilized the same concept of structural angle to provide linear alignment for toggle clamps
- Provide positioners in the steel structures of lid and canoe’s bottom, so they can join together always in the same way. These positioners would also eliminate the movement of lid against the canoe’s bottom while the whole unit is in oven or in cooler.
Bowing dilemmas for assembled canoe’s aluminum casting mold, lid & canoes bottom together
The single steel element will always bow at the length of 19 feet. But, the enclosed steel structure in the same space would reduce the bow deflection very significantly. Therefore, I had to design and then use best welding practices to fabricate an enclosed steel structure. More specifically, I had to fabricate 2 enclosed structures, one for the lid and one for the bottom mold. Both structures, the lid structure and canoes bottom structure, have contained 2 layers of structural support. The external layer consisted from long elements (A or D) and the internal layer consisted from tube rim that follows the mold shape (B or E).
Then these enclosed structures would join together when canoe’s bottom is assembled with its lid. The new enclosed structure will include supporting structure of lid and supporting structure of canoe’s bottom. Therefore, it contains 4 layers of support against bowing deflection. This enclosed structures would involve:
- Long HSS elements going through the whole structure length (A , D)
- HSS tube rim following the aluminum mold shape and (B, E)
- HSS elements joining the long HSS elements with the HSS tube rim (C, F)
- Mounting plates welded to the bottom structure (G)
- Improvement to rigidity in incline position (element H)
Considerations of assembled aluminum casting mold
Once the lid lands on canoe’s mold it supposed to join with it to form one perfectly sealed unit. The new design involved joining by positioners, toggle clamps and pins.
Disengagement of old bottom mold’s steel structure in the cooler problem
When the old unit was put to the cooler, the bottom mold’s support structure was disengaging from the top structure. The disengagement have created the gap about 1- ¾ ”. Additionally, during rotation at about 10 rpm the bottom mold’s steel support was dragging at the 90° position at about 1”. I had to use the estimate here since the whole unit was rotating pretty fast and I was not able to measure the drag more precisely.

The joining of old supporting structures of the lid and canoe’s mold bottom was done exclusively by old and heavily damaged clamps. The old structure did not have any positioners or pins. Therefore as the clamps were getting older and were getting more damaged they effective pull have become more relaxed.
The ineffective clamps and lack of positioners as well as lack of pins have caused certain quality concerns during the production. It also have caused safety concerns. These safety concerns involved not only health and safety of operator, but also involved potential incidental damages to oven and cooler.
Lack of safety device that will prohibit complete disengagement of old lid from old canoe’s bottom mold in case when old clamps will let it go, had been very significant.
Solution to counteract disengagement and lid bowing
I’ve decided that I must positively joint the bottom mold support with a lid support in a simple rectangular prism or cuboid. To tackle this issue, I have implemented the cuboid steel structure concept with enforcements of positioners and pins (visible on the picture above). Moreover, I have introduced pins to lock both structures together. The pins have locked lid’s structure together with bottom mold’s structure, within a tolerance of 1/16 inch. This has been a significant and simple innovative solution.
This rectangular prism have dimensions about 19 feet x 3 feet x 3 feet. Please keep in mind that the actual dimensions were slightly different. I have intended to relocate the walls 3’x 3’ with heavy engagement plates to the bottom support structure. The positioners and pins were enforcing rigidity between structures and pins were locking these structures together during rotation and inclines.

I thought that simple rectangular cuboid in closed and locked position should provide maximum resistance to the deflection forces damaging the aluminum casting mold and steel structure that supports it. ….And I was right. After we have finished the steel fabrication of the mold’s lid support, the deflection at each end was 0.5 inch. And, the aluminum mold lid comfortably straightened out. Most importantly, the whole rectangular prism deflection after positive engagement was 9/16” at both ends. Additionally, we have not observed any signs of disengagement of bottom mold’s support and we did not see any dragging effect when the whole unit landed in the cooler.
Solutions to mitigate excessive threaded rod pull.
The introduction of pins, positioners and linear alignment of toggle clamps have mitigated the excessive forces acted on threaded rods that engaged with aluminum alloy causing significant damages.
While lifting the assembled aluminum casting mold the toggle clamps only partially carry the weight of the canoe’s aluminum bottom mold with its steel support. The majority of weight passes through the pins. Therefore even if there will be some malfunctions of the toggle clamps in the future, still the ridged steel support will carry the weight through the pins. Most importantly, the delicate aluminum alloy will stay unaffected.
The positioners eliminate horizontal movement of lid against the canoe’s bottom mold during rotations in the oven and in the cooler. Therefore once again if the toggle clamps will become lose the angular pull will not happed since the positioners will stop it. And, again the delicate aluminum alloy will stay unaffected.
The linear position of toggle clamps prohibits angular forces acting on threaded rod during clamp engagement. In the old model the angular forces have caused significant damages of aluminum step ups. These damages were so significant that client was afraid that lid will drop down during lifting.
In summary to solutions for aluminum mold’s damages
My designs have provided the solutions to all causes of the aluminum mold’s damages. I have simplified fabrication planning involving production of drawings since I wanted to reduce cost as much as possible. In fact, I have made only simple sketches of each element with simple comments what to watch for during the steel fabrication. Therefore, a technical drawing has never been made and the whole fabrication was made based on manual sketches. We operate in the similar fashion in many aluminum fabrication projects in Wow, this must be very surprising to you, but this is the truth.
I also wrote a reminder for myself and for the other welder regarding good welding practices for this project. The reminder included machine setups parameters and mold position during the fabrication. The mold position stressed the importance of the closed position of the lid on top of the canoe’s mold bottom. We have enforced this position by employing C-clamps. Therefore, the steel structure supporting the mold’s lid has been fabricated when the long gap of 4.5 feet between lid and bottom mold has been almost completely eliminated.





Leave a Reply
You must be logged in to post a comment.